

 English
English
 中文简体
中文简体
 русский
русский
 Español
Español

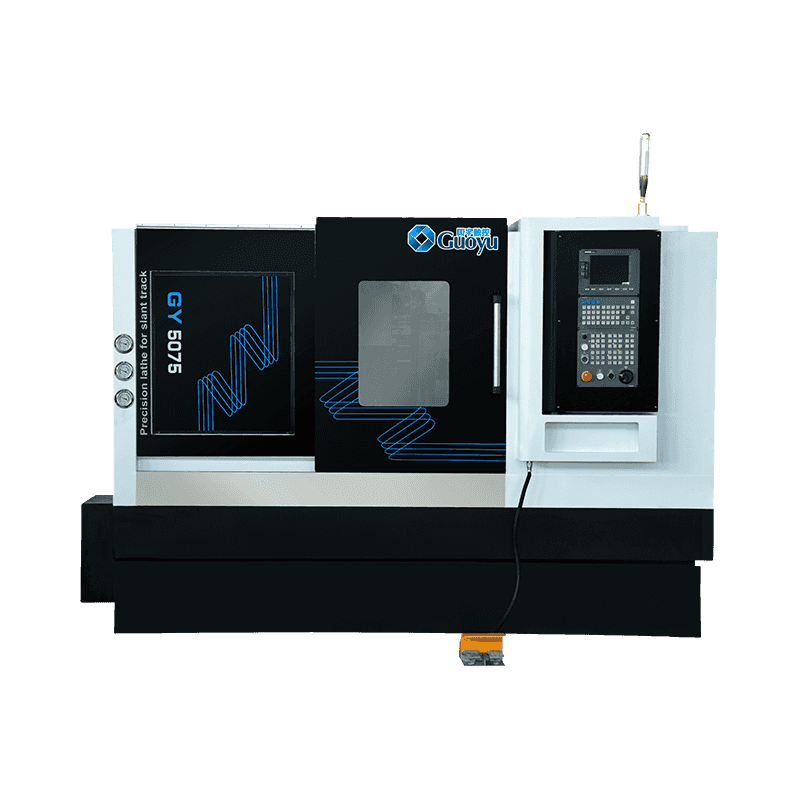
Technical Characteristics: The CNC machine tool for inclined beds adopts the domestic or imported hi...
See Details
| Projects | unit | GY-3630 | |
| PROCESSING CAPACITY | Maximum turning diameter of bed | mm | 440 |
| Maximum rotary diameter of support plate | mm | 180 | |
| Maximum machining length | mm | 300 | |
| MAIN SHAFT | Spindle end form | \ | A2-5 |
| Diameter of main shaft through hole | mm | 45 | |
| Maximum rod passing diameter | mm | 35 | |
| Maximum spindle speed | r/min | 4000 | |
| Spindle shift mode | \ | Servo infinitely variable speed | |
| Main motor power | kw | 5.5 | |
| Chuck type | \ | Hydraulic chuck (standard) hydraulic chuck (optional) | |
| Chuck size | mm | 56 | |
| FEED | X-axis stroke | mm | 700 |
| Z-axis stroke | mm | 350 | |
| X-axis fast-moving velocity | m/min | 22 | |
| Z-axis fast-moving velocity | m/min | 24 | |
| X-axis motor torque | N·m | 6 | |
| Z-axis motor torque | N·m | 6 | |
| Type of rail | \ | Ball guideway | |
| X-axis guide rail specifications | mm | 30 | |
| Z-axis guide rail specifications | mm | 30 | |
| X-axis made screw specification | mm | 2510 | |
| Z-axis made screw specification | mm | 3210 | |
| TOOL REST | Tool rest type | \ | Platoon knives |
| Square tool/Boring tool size | mm | 20*20/φ25 | |
| TAIL SEAT | Tail seat form | \ | \ |
| Tail seat sleeve taper | \ | \ | |
| Tail seat sleeve diameter | mm | \ | |
| Tail seat sleeve stroke | mm | \ | |
| OTHER | Machine tool size (length* width* height) | mm | 2000*1400*1800 |
| Machine weight | kg | 2200 | |
Technical Characteristics: The CNC machine tool for inclined beds adopts the domestic or imported hi...
See Details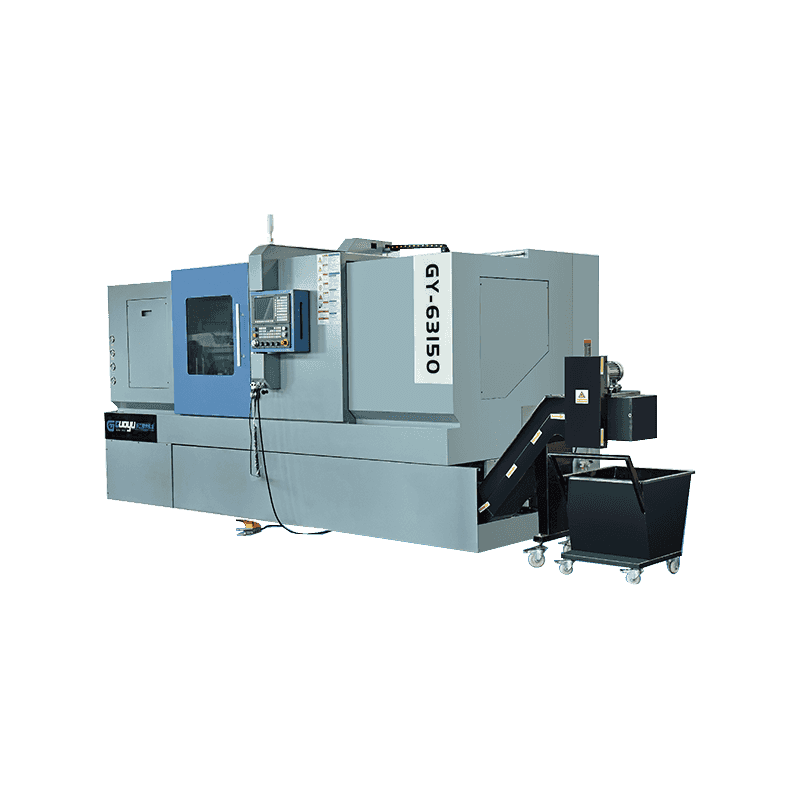
Technical Characteristics: The transmission adopts the linear rolling guide imported from Taiwan to ...
See Details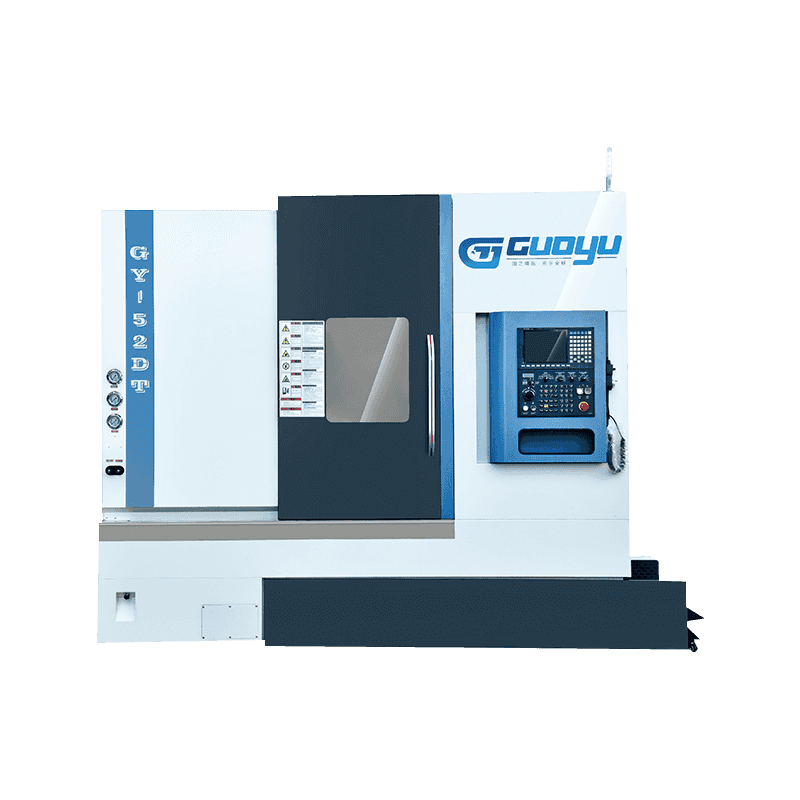
Technical Characteristics: The CNC machine tool for inclined beds adopts the domestic or imported hi...
See Details
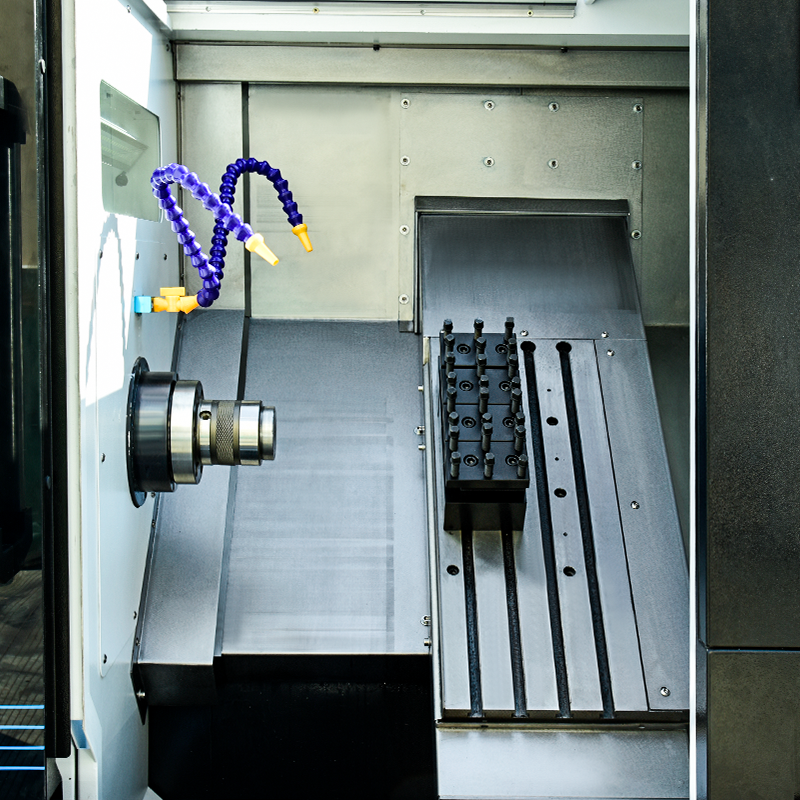
Technical Characteristics: It can automatically turn all kinds of turning surfaces, such as cylinder...
See Details
Technical Characteristics: Based on international advanced technology, the design of this machine to...
See Details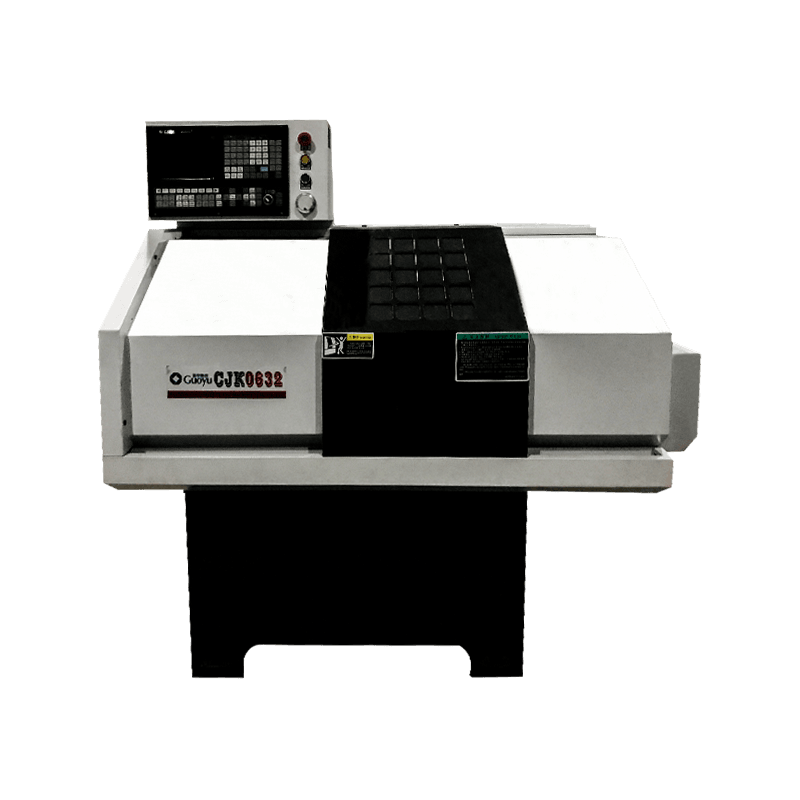
The CJK-0632 Precision Line Rail Precision CNC Lathe is designed to meet the demanding needs of mode...
See Details

A part that fits perfectly on paper but refuses to seat correctly on the assembly line. A batch of components that pass inspection one week and get rejected the...
READ MORE
Watching a batch of parts come off a Horizontal Turret Lathe Machine looking completely different from the test piece machined the week before is a familiar hea...
READ MORE
Manufacturing rarely stands still. Schedules get tighter, customers ask for more variety, and the same workshop that used to run three or four part types now ha...
READ MOREA high-speed CNC lathe from Guoyu CNC is a machine tool designed to rotate a workpiece at significantly higher revolutions per minute than a conventional lathe. We're not talking about a hobbyist's bench lathe. These are industrial machines built for production environments where cycle time reduction is the difference between winning a contract and losing it.
The spindle is the heart of that machine. It holds the workpiece or the tooling (depending on the lathe type) and delivers rotational power. On a flat bed CNC lathe—the traditional horizontal design where the bed is a flat, box-like casting—the spindle sits at the headstock and takes enormous radial and axial loads during high-speed cuts.
The question people actually search for isn't just “what's the max speed?” It's “Can I run that speed all day without destroying my spindle bearings?” And the answer involves balancing lubrication, heat management, and duty cycles—not just reading a spec sheet.
The higher-end slant bed models—designed for aerospace and automotive component work—can reach 6000 RPM on some variants, though those often use different bearing configurations (ceramic hybrid bearings instead of standard steel).
But here's the catch that doesn't fit on a brochure. That maximum speed is a “never-exceed” rating, not a “sustain this for eight hours” rating. The difference is thermal. At 4500 RPM, the spindle bearings generate significant heat. If the machine doesn't have active cooling (oil chiller or through-spindle coolant), you'll see thermal growth in the spindle shaft. That changes tool position relative to the workpiece. Parts start coming out of tolerance after forty minutes of continuous running.
What Western machinists actually report
In practice, shops running flat bed CNCs for production work often cap their programmed maximum spindle speed at 80% of the machine's rating. So a 4000 RPM machine runs at 3200 RPM for long production runs. They reserve the full 4000 RPM for short bursts—finishing passes or soft materials like aluminum where heat buildup is lower.
So what's the real answer to “maximum spindle speed achievable”?
Now let's focus on the second topic: how to extend spindle service life when you're running a flat bed CNC lathe at those high speeds.
This matters because spindle replacement on a flat bed lathe is brutal. You're looking at 8,000to8,000to20,000 for a new spindle assembly, plus a week of downtime. Extending spindle life by even two years pays for itself.
The job shop running mixed materials
A typical Western job shop runs steel, stainless, aluminum, and maybe some brass or plastic all in the same week. Each material requires different spindle speeds. The operator gets busy and forgets to adjust lubrication parameters between jobs.
Here's the fix that takes ten minutes and saves thousands: program a “spindle warm-up” routine into every tool change. Before the spindle hits 4000 RPM for a aluminum job, the machine runs at 1500 RPM for 90 seconds with no load. That circulates lubricant to the bearings gradually. Cold starts to full speed are what kills bearing cages.
This is where flat bed lathes suffer compared to slant bed designs. A flat bed has the spindle axis parallel to the floor. Gravity pulls cutting fluid and metal chips down onto the bed—but also into the spindle nose seal if the seal is worn. Over time, contamination kills bearings.
The solution isn't complicated but it's often ignored: install an air purge system on the spindle nose. A small flow of clean, dry air (15–20 PSI) exiting through the labyrinth seal keeps coolant and chips out.
The shop with inconsistent power quality
This one surprises people. Spindle life depends on clean power. A flat bed CNC lathe's spindle drive (the VFD or servo amplifier) converts incoming AC to a variable frequency output. If the shop has voltage sags, spikes, or harmonic distortion, the drive compensates by changing the output to maintain speed. Those constant micro-adjustments create torque ripple in the spindle motor. The ripple transfers to the bearings as vibration.
At low speeds (under 1000 RPM), the ripple doesn't matter. At 4000 RPM, it's destructive over months.
Zhejiang Guoyu CNC Machine Tool Co., Ltd. relies on rich experience, professional technology and advanced methods to ensure the quality of its products, so that customers can enjoy more professional and thoughtful service.
 [email protected]
[email protected] +86-15356565970
+86-15356565970 Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, China
Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, ChinaCopyright © Zhejiang Guoyu CNC Machine Tool Co., Ltd. All Rights Reserved.

Wholesale Conjoined 45° Oblique Gauge Cutter Precision CNC Lathe Suppliers



