

 English
English
 中文简体
中文简体
 русский
русский
 Español
Español

Technical Characteristics: It can cut all kinds of turning surfaces by bicycle, such as conical surf...
See Details

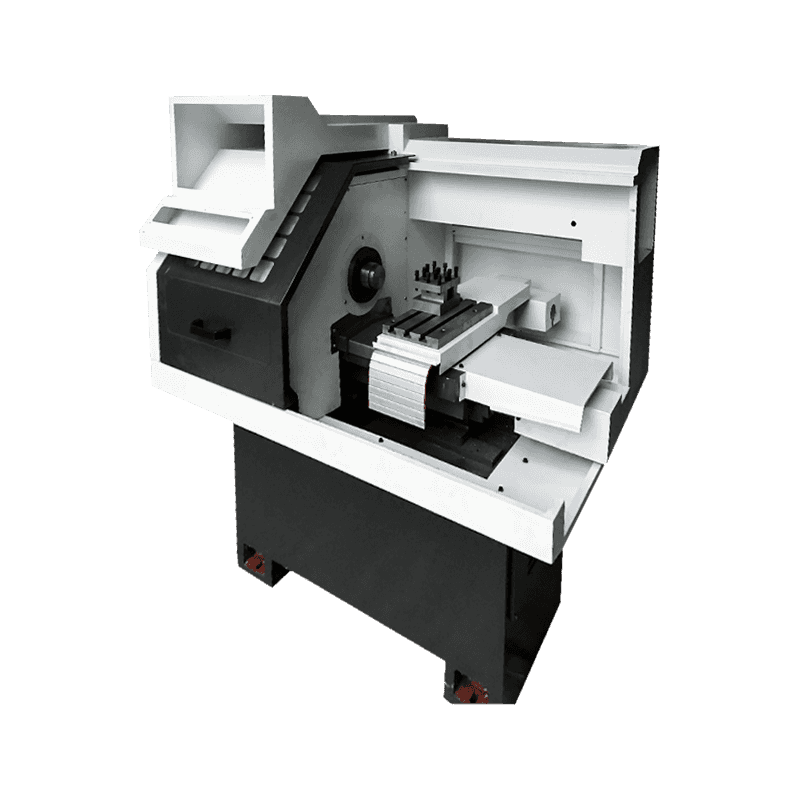
Small precision turned parts
The CJK-0632 is a good fit for shops making smaller turned parts on a regular basis. It can be used for items like pins, bushings, sleeves, stub shafts, and threaded pieces where repeatability and size consistency need to be kept under control from batch to batch.
Electronics and connector components
Automotive and motorcycle parts
Hydraulic and pneumatic fittings
General metalworking and subcontract production
Compact machine design for efficient floor use
Linear guideway structure for smooth and accurate movement
Gang tool configuration for faster cycle times
High-speed spindle for small precision components
Stable construction for daily production use
Enclosed working area for cleaner operation
| Project | Unit | Specification | |
| Operation ability | Maximum rotation diameter of the bed | mm | 260 |
| Maximum rotation diameter on the skateboard | 80 | ||
| Maximum turning length | 130 | ||
| Maximum travel distance | X | 320 | |
| Z | 150 | ||
| Spindle box | Spindle speed range | r/min | 0-3000 |
| Spindle basic speed | 1000 | ||
| Main motor power | KW | 3 | |
| Spindle head model | mm | ||
| Spindle through hole diameter | 39 | ||
| Passable bar diameter | 30 | ||
| Spindle front shaft diameter size | |||
| Height from spindle center to bed surface | |||
| Height from spindle center to ground | |||
| Tailstock | Maximum stroke of tailstock sleeve | ||
| Tailstock sleeve diameter | |||
| Tailstock sleeve taper hole taper | Mohs | ||
| Fast forward speed | X | m/min | 8000mm/min |
| Z | 8000mm/min | ||
| Dota | Drive mode | Row of knives | |
| Number of swords | Bit | 2 | |
| Single station indexing time | s | ||
| Dimensions of outer circle knife | mm | ||
| Number of boring tool holders | individual | ||
| Number of end tool holders | |||
| Boring bar diameter | mm | ||
| Chuck/Chuck | Zhongshi | inches | Pneumatic chuck |
| Machine tool dimensions (length × width × height) | mm | 1550*900*1400 | |
| Machine weight | Net weight | kg | 750KG |
| Gross weight | |||
Technical Characteristics: It can cut all kinds of turning surfaces by bicycle, such as conical surf...
See Details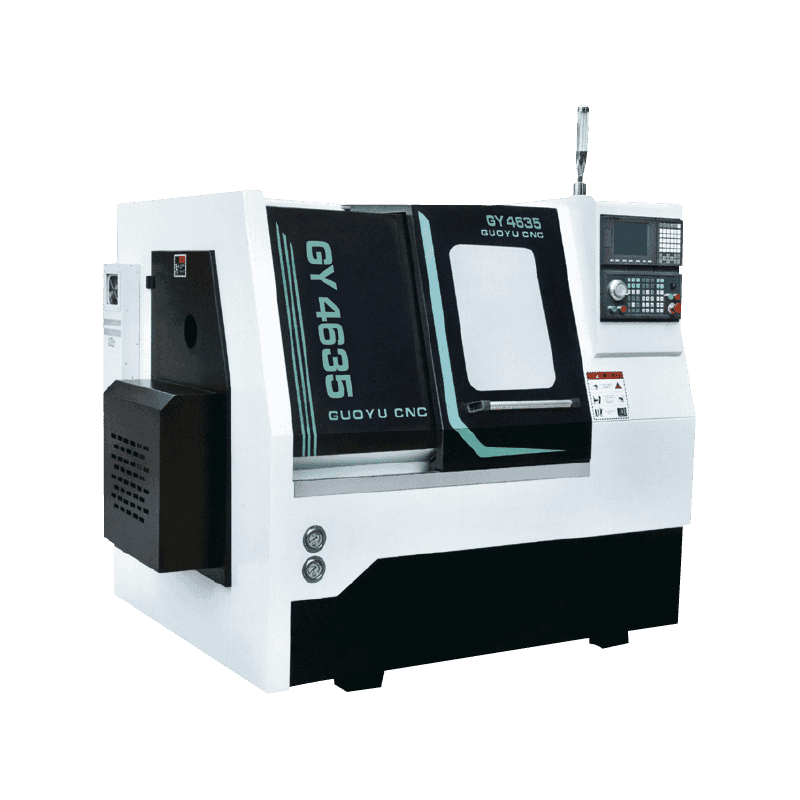
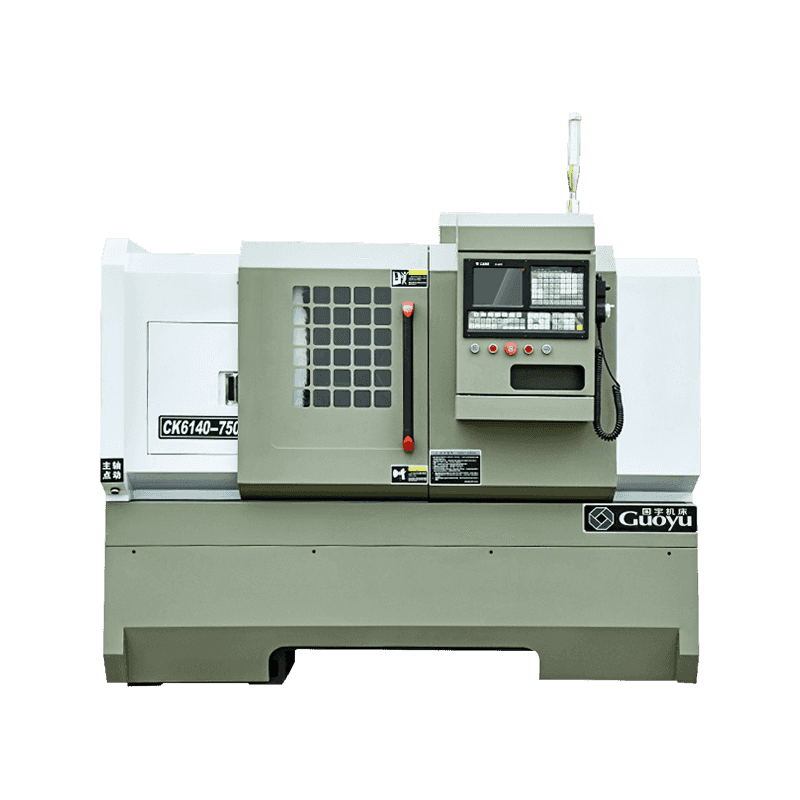
Technical Characteristics The machine tool is of high precision, and the spindle is supported by hig...
See Details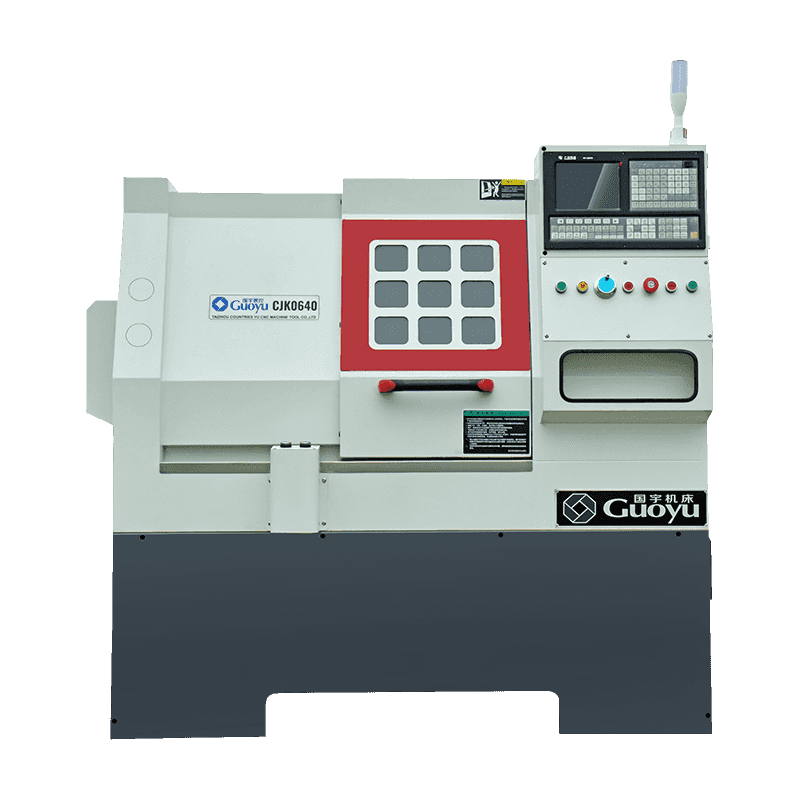
Technical Characteristics: The machine tool is equipped with a quantitative automatic lubrication sy...
See Details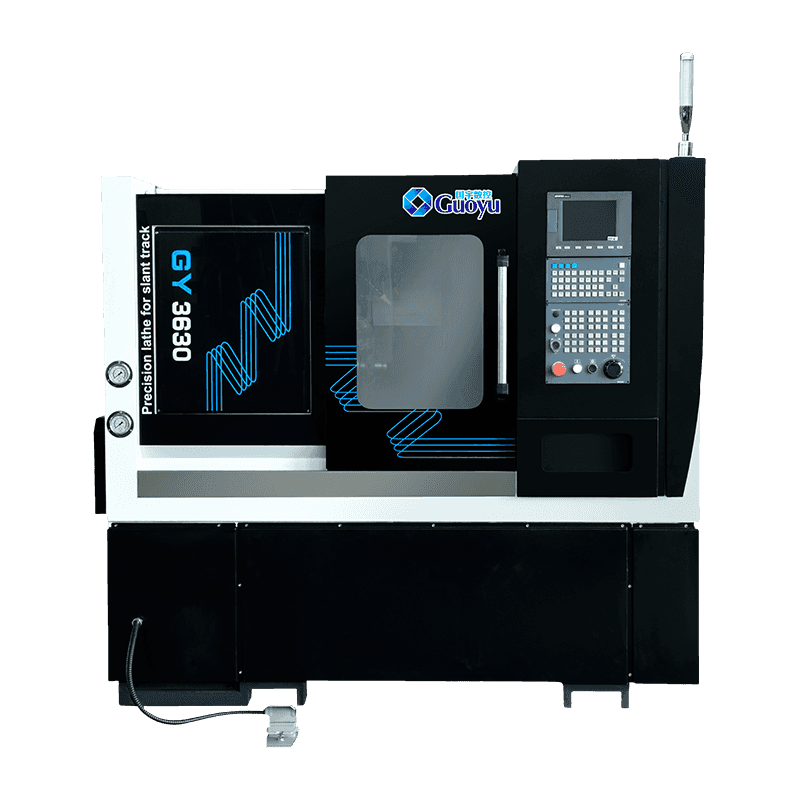
Technical Characteristics: Based on international advanced technology, the design of this machine to...
See Details
Introducing our Optional Control System CNC Lathe for Metal Processed, a sophisticated and reliable ...
See Details
Technical Characteristics:Based on international advanced technology, the design of this machine too...
See Details

Watching a batch of parts come off a Horizontal Turret Lathe Machine looking completely different from the test piece machined the week before is a familiar hea...
READ MORE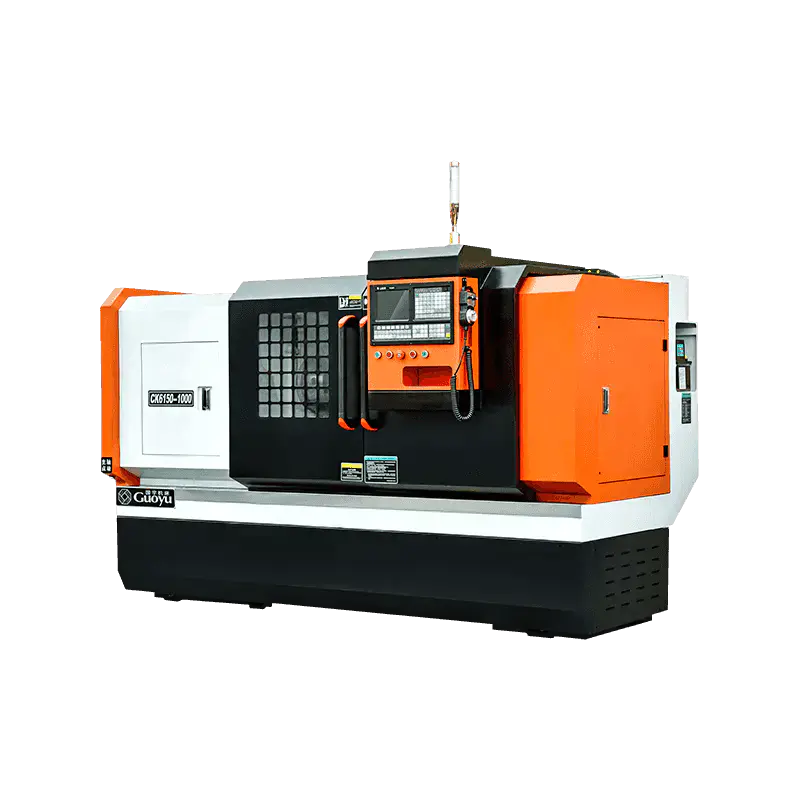
Manufacturing rarely stands still. Schedules get tighter, customers ask for more variety, and the same workshop that used to run three or four part types now ha...
READ MORE
Choosing the wrong rail system for a CNC lathe isn't something that announces itself during the machine setup. It shows up weeks later — in chatter marks you ca...
READ MOREA gang tool lathe is a CNC turning center where the cutting tools are mounted on a single slide in a row—like tools lined up on a gang. No turret rotates. Instead, the entire tool block moves along the X and Z axes to bring different tools into cutting position. The word “gang” comes from the idea of tools working together as a group. These machines are almost always single-spindle. You load a bar, machine one end, then cut off the part. If you need the back side machined, you do a second operation manually or on another machine.
A twin-spindle CNC lathe (sometimes called a dual-spindle or second-operation lathe) has two independent spindles facing each other. The main spindle holds the bar stock. The subspindle (second spindle) picks off the partially finished part from the main spindle, then machines the back side while the main spindle starts cutting the next part. Both spindles run simultaneously.
The gang tool lathe is simpler and cheaper. The twin spindle lathe is more complex and expensive but can complete a part front and back in one cycle without operator intervention.
The choice between them usually comes down to three things: part volume, part complexity, and how much floor space you have. Let me walk you through the differences in a way that matches what Western shops actually ask when they're comparing quotes.
Difference 1: Tool change speed and turret vs. gang design
On a gang tool lathe, tool changes are fast. Not “kind of fast.” Blazing fast. Because there's no rotating turret. The machine just slides the desired tool into position. Change time is often under half a second. This makes gang tool lathes excellent for small parts with many tool operations—drill, bore, turn, thread, cutoff—all in a few seconds.
But there's a trade-off. The tool positions are fixed on the gang slide. You can't easily add a new tool in the middle of a setup without rearranging the whole tool block. And the number of tools is limited by the slide length. Typical gang tool lathes hold 6 to 12 tools. That's fine for simple parts. For complex parts needing 15 tools, you run out of real estate.
On a twin spindle lathe, tool changes happen via turret indexing. A typical turret holds 8 to 12 tools, and some twin spindle machines have two turrets (one for each spindle). Indexing takes about one second per tool—slower than a gang tool but still fast. The advantage is flexibility. You can put different tools on different turret faces and change your setup without physically unbolting and rebolting tools.
Difference 2: Part completion in one cycle
This is the biggest practical difference. A gang tool lathe with a single spindle cannot machine the back of a part without a second setup. After the cutoff, the part has a burr or a rough face on the back side. If your part needs a back bore, back chamfer, or back thread, you either:
A twin spindle CNC lathe solves this completely. The subspindle picks off the part, and the second turret (or the same turret if it swings) machines the back side. The part comes out finished on both ends. No second operator. No second machine. No work-in-progress waiting between operations.
For a shop running 5,000 identical parts per month, that “second operation eliminated” feature pays for the twin-spindle machine in under a year.
Difference 3: Floor space and machine footprint
Gang tool lathes are small. Really small. A typical gang tool lathe (like an OmniTurn or Hardinge GT series) fits on a workbench or a small stand. Floor space is maybe 10 to 15 square feet. You can put three of them in the space of one twin-spindle lathe.
A twin-spindle lathe with a subspindle, bar feeder, and coolant system is a full-size machine. Footprint is usually 50 to 100 square feet. Plus, you need clearance for bar stock feeding out the back of the spindle. If floor space is tight in your shop—and in most Western urban job shops, it is—that footprint difference is a serious consideration.
Zhejiang Guoyu CNC Machine Tool Co., Ltd. relies on rich experience, professional technology and advanced methods to ensure the quality of its products, so that customers can enjoy more professional and thoughtful service.
 [email protected]
[email protected] +86-15356565970
+86-15356565970 Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, China
Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, ChinaCopyright © Zhejiang Guoyu CNC Machine Tool Co., Ltd. All Rights Reserved.

Wholesale Precision Line Rail Precision CNC Lathe Suppliers



