

 English
English
 中文简体
中文简体
 русский
русский
 Español
Español

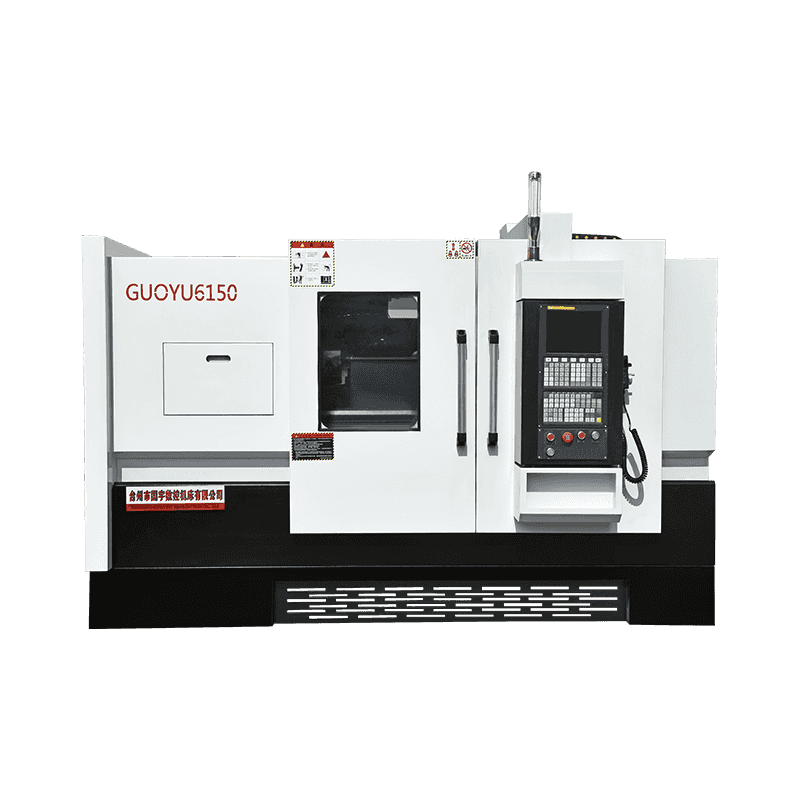
Technical Characteristics: It can cut all kinds of turning surfaces by bicycle, such as conical surf...
See Details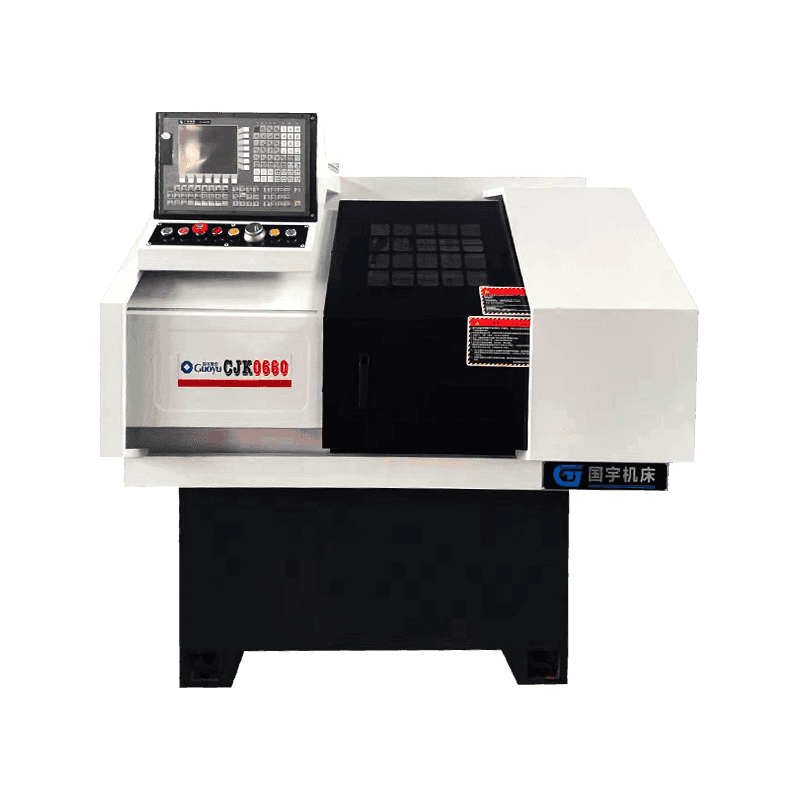

Small precision turned parts
Electronics and connector components
Hydraulic and pneumatic fittings
General subcontract machining
Bar-fed component production
Workshop use requiring compact output efficiency
Built for stable precision in small-part turning
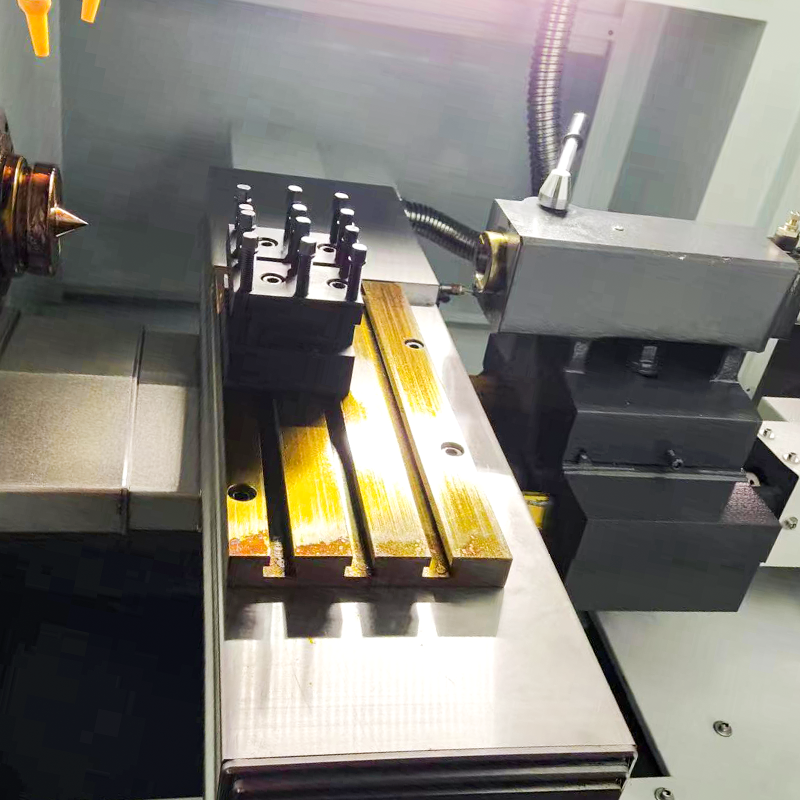
Line rail structure for responsive axis movement
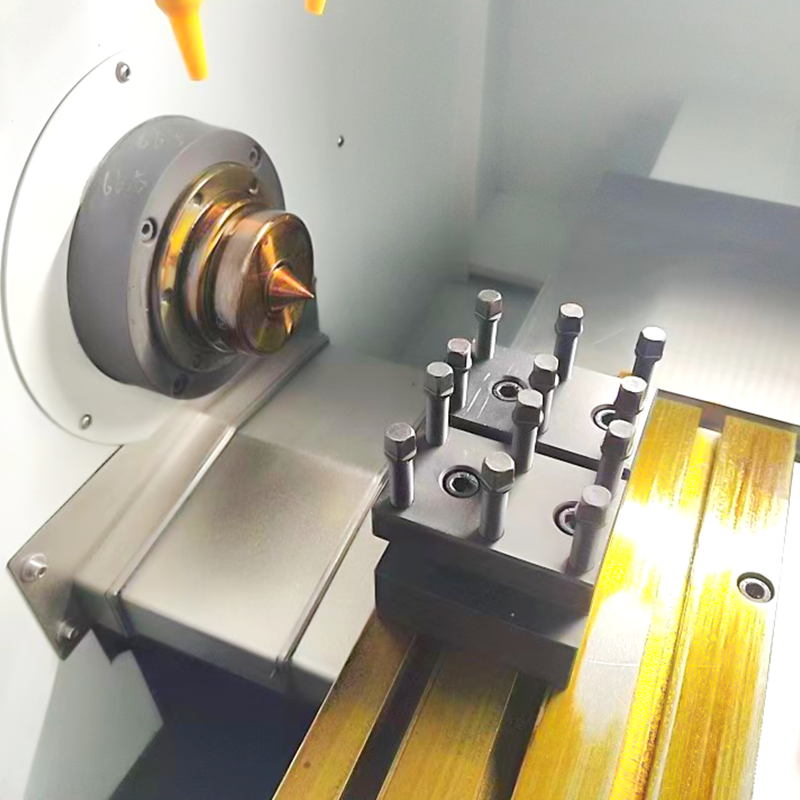
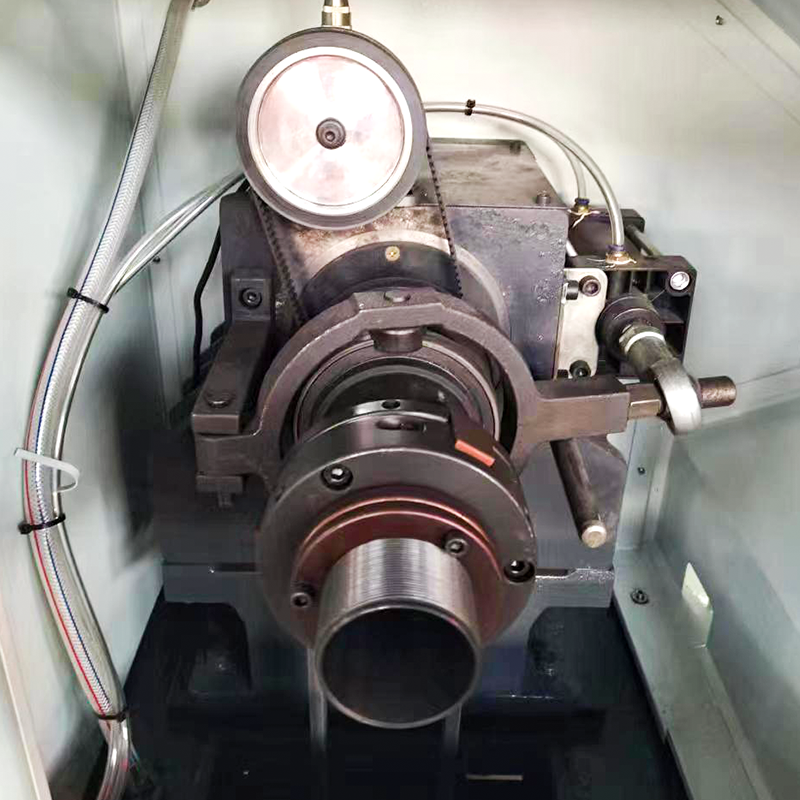
Spindle configuration suited to bar work and precision jobs
Practical work envelope for everyday production
Reliable drive system and feed performance
Flexible tooling for different production needs
Compact machine, production-minded design
| Project | Unit | GY46CF | |
| Processing capacity | Maximum rotation diameter of bed | mm | 460 |
| Maximum rotation diameter of pallet | mm | 180 | |
| Maximum processing length | mm | 350 | |
| Spindle | Spindle end form | \ | A2-6 |
| Spindle through hole diameter | mm | 66 | |
| Maximum bar passing diameter | mm | 52 | |
| Spindle maximum speed | r/min | 4000 | |
| Spindle shifting method | \ | Servo stepless speed change | |
| Main motor power | kw | 7.5 | |
| Chuck type | \ | Hydraulic collet | |
| Chuck size | inch/mm | 8 | |
| Feed | X-axis stroke | mm | 1000 |
| Z-axis stroke | mm | 550 | |
| X-asis fast movngvdosiy | m/min | 18 | |
| Z-asis thstmowngwebdy | m/min | 20 | |
| X-axis motor torque | N-m | 11.5 | |
| Z-axis motor torque | N-m | 11.5 | |
| Guide rail type | \ | Roller rail | |
| X-axis guide rail specifications | mm | 30 | |
| Z-axis guide rail specifications | mm | 35 | |
| X-axis screw specifications | mm | 3210 | |
| Z-axis screw specifications | mm | 4010 | |
| Knife holder | Tool holder type | \ | 8-station hydraulic turret/4+4 lifting power head |
| Square tool/boring tool size | mm | 20*20/φ25 | |
| Tailstock | Tailstock form | \ | \ |
| Tailstock sleeve taper | \ | \ | |
| Tailstock sleeve diameter | mm | \ | |
| Tailstock sleeve travel | mm | \ | |
| Other | Machine size (length*width*height) | mm | 2300*2000*2100 |
| Machine weight | kg | 3800 | |
Technical Characteristics: It can cut all kinds of turning surfaces by bicycle, such as conical surf...
See Details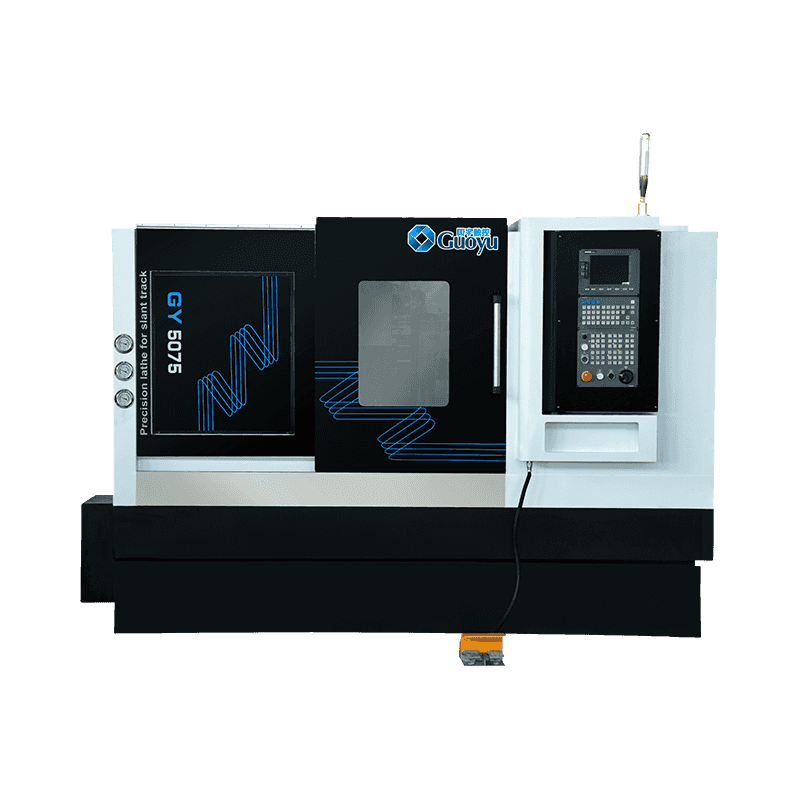
Technical Characteristics: The CNC machine tool for inclined beds adopts the domestic or imported hi...
See Details
We take pride in presenting our CJK-0660 Custom Precision Line Rail Precision CNC Lathe, a robust an...
See Details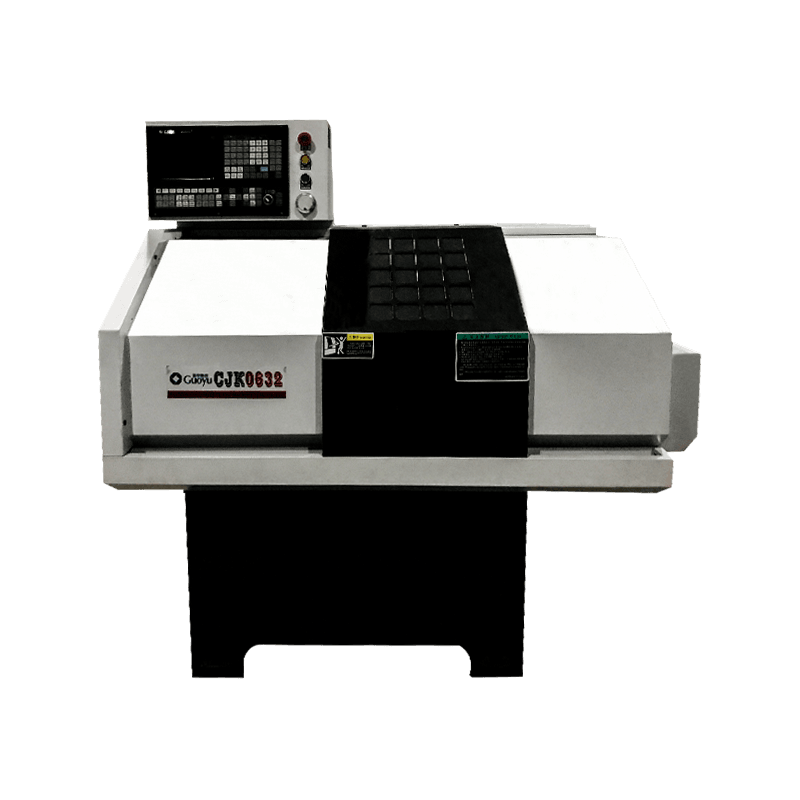
The CJK-0632 Precision Line Rail Precision CNC Lathe is designed to meet the demanding needs of mode...
See Details
Introducing our Optional Control System CNC Lathe for Metal Processed, a sophisticated and reliable ...
See Details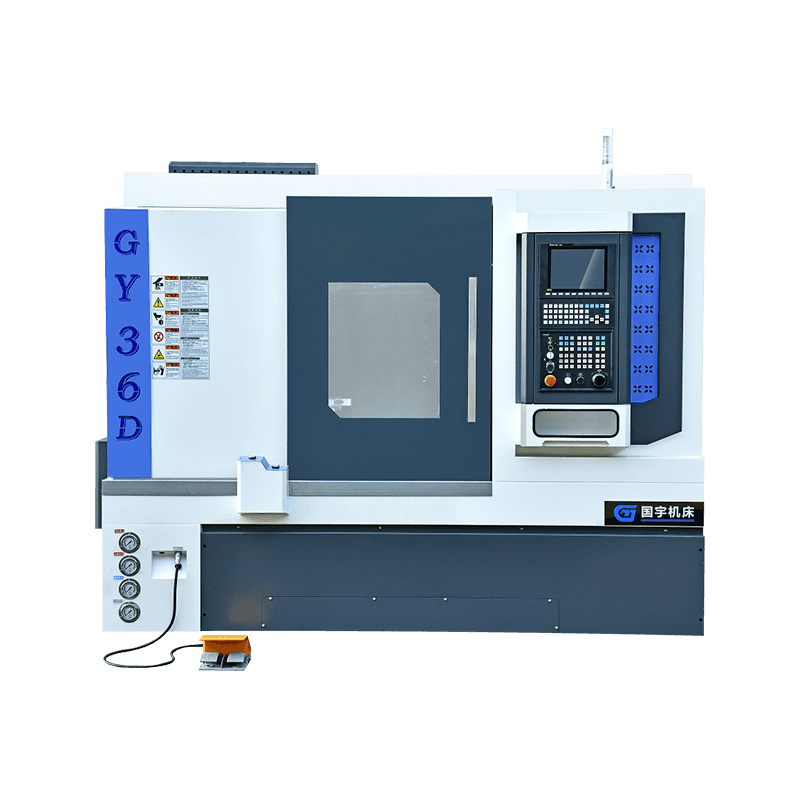
Technical Characteristics: All lathes are integrally cast with 250 materials to ensure processing ri...
See Details

Equipment selection in precision machining rarely comes down to a single variable. When a facility is evaluating whether to invest in a horizontal or vertical C...
READ MORE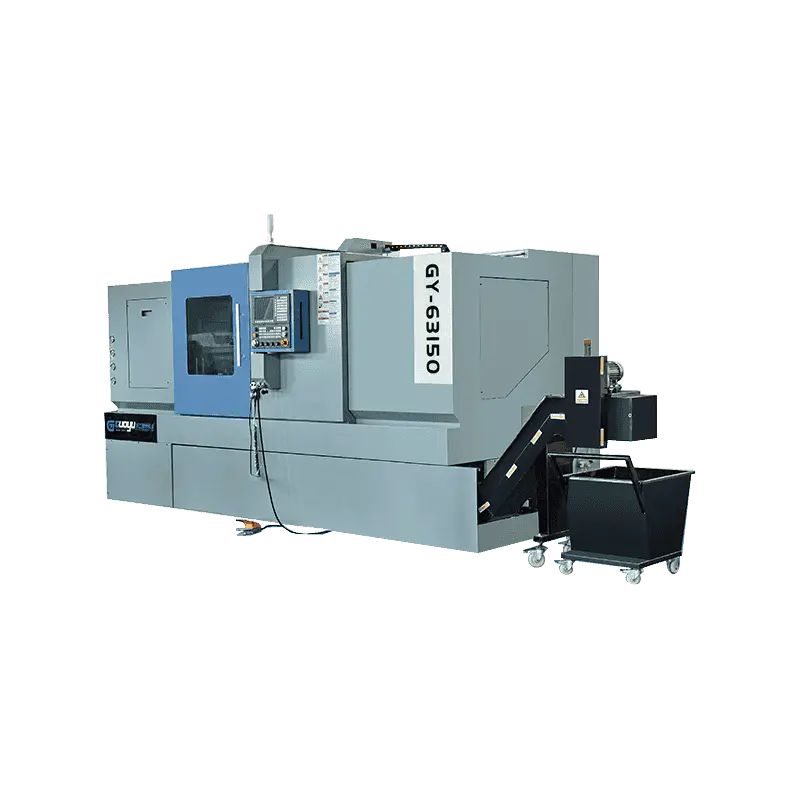
Surface finish problems have a way of showing up at exactly the wrong moment — during final inspection, during client review, or after a part has already gone t...
READ MORE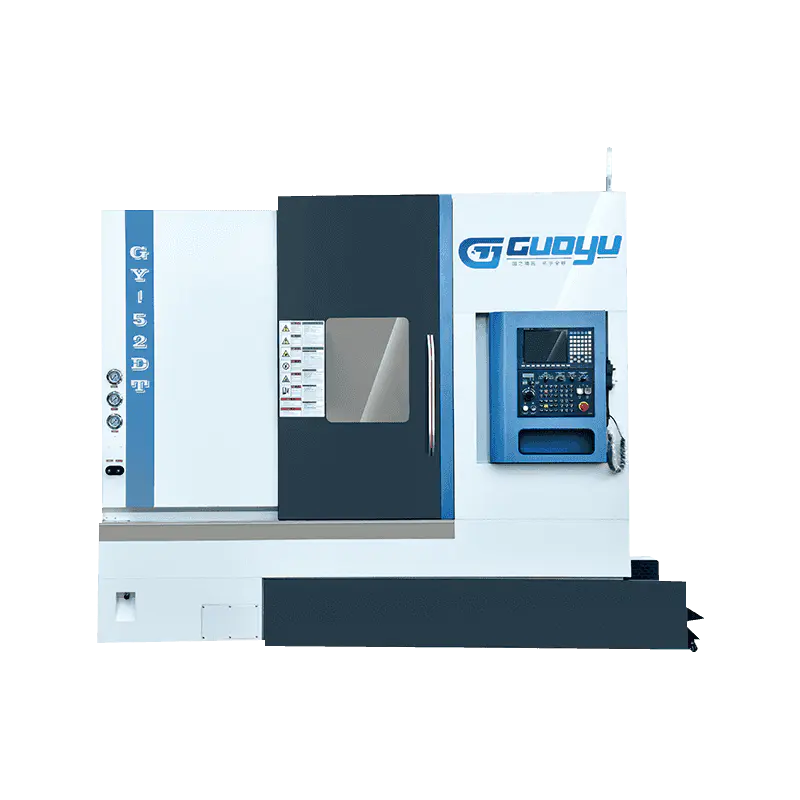
Specifying the wrong lathe for large shaft or pipe work is an expensive mistake that compounds over time. A machine that lacks sufficient swing diameter forces ...
READ MOREA small custom CNC lathe typically refers to a machine with swing over bed under 12 inches (300 mm) and distance between centers under 18 inches (450mm) . The "custom" designation means the builder deviates from a standard catalog configuration—different spindle nose mounting, non-standard travels, specialized coolant routing, or a control package not normally offered on that frame size.
When a shop receives quotes ranging from 12,000to12,000to58,000 for machines that look similar in photos, the confusion is understandable. The visible dimensions tell almost nothing about the internal specifications that drive cost.
Control platform and servo architecture. The control system accounts for roughly 15–25% of total machine cost. A basic open-loop system running GRBL or Mach4 on a PC uses stepper motors without position feedback. The difference in cutting performance is not subtle. Steppers lose steps under heavy load without reporting the error. Servos detect position deviation in milliseconds and apply corrective torque.
Spindle construction and bearing set. This is the largest mechanical variable. A small lathe spindle at the economical end uses angular contact bearings in an oil bath, rated for 4,000 RPM continuous. Factor Three: Guideway type and mounting precision.
Y-axis capability. A Y-axis allows the tool to move perpendicular to the spindle centerline without repositioning the part. This means off-center milling, hex flats on round stock, and complex geometry in one setup. Adding a Y-axis to a small lathe requires a redesigned carriage slide, an additional servo motor and drive, and more complex software. The builder's cost increase: $8,000–15,000 depending on Y-axis stroke (typically 40–80 mm on small machines). For many small shops, a Y-axis is unnecessary. For a shop making fittings with cross holes or eccentric features, the Y-axis pays for itself in reduced second-op labor.
Prototype and repair shops running one-off parts and small batches rarely need more than the $12,000–18,000 tier. A C7 rolled screw, 4,000 RPM spindle, gang tool plate, and open-loop steppers will hold 0.05 mm on aluminum and mild steel. The operator can compensate for backlash in the CAM software or control offsets. Thermal drift does not matter because the machine does not run long enough to warm up fully before the job changes.
Small job shops running batches of 50–500 parts in steel or stainless should budget $20,000–32,000. This tier adds closed-loop servos, C3 ground screws, an electric turret (6–8 stations), and basic spindle oil cooling. Positioning holds 0.01–0.015 mm. The machine runs lights-out for two to three hours unattended. The extra cost buys reliability and unattended operation, not just accuracy.
Medical and aerospace subcontractors with ISO or AS9100 certification need the $35,000–55,000 tier. Features include a 12-station servo turret, dual glass scales, active thermal management, and often live tooling. The machine holds 0.005mm over a full day's production. The price includes validation documentation—ball screw laser certification, spindle runout measurement at operating temperature, and thermal displacement graphs.
High-volume production of small parts (watch components, dental implants, electronic connector pins) moves into Swiss-style sliding headstock lathes.
|
Component |
Prototype Tier ($12–18k) |
Production Tier ($20–32k) |
Precision Tier ($35–55k) |
|
Control |
Open-loop stepper |
Closed-loop AC servo |
Absolute servo + glass scales |
|
Spindle bearings |
Standard angular contact |
Ceramic hybrid |
Integrated motor spindle + chiller |
|
Guideways |
Rolled linear rail, no scraping |
Ground rail, H class |
Box ways hand-scraped or P class linear |
|
Ballscrew grade |
C7 rolled, single nut |
C3 ground, double nut |
C3 preloaded + laser certification |
|
Casting aging |
Single air age (6–10 weeks) |
Double age (initial + post-machine) |
Double age + cryo (optional) |
|
Turret |
Gang tool plate or 4-station manual |
6–8 station electric |
12-station servo + live tooling (optional) |
|
Y-axis |
Not available |
Rare (adds $8k–12k) |
Optional ($10k–15k) |
|
Thermal management |
Passive (fans) |
Spindle oil cooler |
Full chiller + scales |
|
Typical delivered accuracy |
±0.03–0.05mm |
±0.008–0.015mm |
±0.003–0.008mm |
One final factor that does not appear in any spec sheet: the builder's tolerance for customization. Some manufacturers refuse to modify frame castings for non-standard Y-axis strokes or odd spindle nose tapers. Their price is lower because they sell only what comes out of the standard welding fixture. A true custom builder charges more because they maintain a pattern shop, a fabrication department, and engineers who will answer "yes" to a non-standard request. That flexibility has value when your part geometry does not fit a catalog machine. For a shop making the same family of parts for years, the extra 15–30% upfront buys a machine purpose-built around those parts rather than adapted to them.
Zhejiang Guoyu CNC Machine Tool Co., Ltd. relies on rich experience, professional technology and advanced methods to ensure the quality of its products, so that customers can enjoy more professional and thoughtful service.
 [email protected]
[email protected] +86-15356565970
+86-15356565970 Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, China
Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, ChinaCopyright © Zhejiang Guoyu CNC Machine Tool Co., Ltd. All Rights Reserved.

Wholesale Custom Precision Line Rail Precision CNC Lathe Suppliers



