

 English
English
 中文简体
中文简体
 русский
русский
 Español
Español

Technical Characteristics: The machine tool is a single-column vertical guideway structure. The colu...
See DetailsSpecifying the wrong lathe for large shaft or pipe work is an expensive mistake that compounds over time. A machine that lacks sufficient swing diameter forces workpiece redesign or secondary operations. Inadequate spindle bore means pipes cannot pass through at all, and the entire job has to be approached differently. Insufficient bed length requires the workpiece to be repositioned mid-machining, introducing alignment errors that accumulate across every repositioning event. For production managers and equipment engineers facing these decisions, a Heavy Duty CNC Lathe Machine is not simply a larger version of a standard turning center — it is a different category of equipment with distinct structural characteristics, spindle configurations, and auxiliary systems that either match the workpiece requirements or create problems that no amount of programming can resolve.
Large shafts and pipes impose loads on machine tools that standard CNC lathes are not designed to handle. Understanding what those loads actually involve helps clarify why machine selection for these applications requires more careful analysis than selecting equipment for general turning work.
Workpiece weight is the immediate consideration. A large shaft in steel or alloy can weigh several tonnes — weight that must be supported both at the chuck and, for long workpieces, along the bed through steady rests. The machine structure must carry that load without deflecting in ways that change the geometric relationship between the cutting tool and the workpiece centerline.
Cutting forces during heavy roughing on large-diameter workpieces are substantially higher than in standard turning. The spindle, headstock, and bed must absorb those forces without vibration that causes chatter, tool wear acceleration, or surface finish degradation.
Thermal behavior becomes more significant as machine size increases and cutting time per part extends. A machine that grows dimensionally as it heats up during a long cutting cycle introduces dimensional errors that accumulate in the finished part. Thermal stability in the bed and headstock casting is a meaningful specification factor for large-part work.
Workpiece geometry differs substantially between shafts and pipes, and the two applications impose different requirements on the machine configuration — a distinction that gets less attention than it deserves in general-purpose CNC lathe discussions.
Shafts and pipes both require turning operations, but the engineering requirements that drive machine selection are different enough that treating them as interchangeable leads to specification errors.
Long shafts — drive shafts, propulsion shafts, turbine shafts, pump shafts — present primarily a rigidity and support problem. The key machine requirements are:
The machining challenge is holding the shaft on centerline while removing material from a long, heavy, potentially flexible component. Every machine characteristic that affects geometric stability directly affects shaft accuracy.
Pipes and tubular components present a fundamentally different challenge. The defining requirement is that the pipe must pass through the spindle — not be held from the outside. This changes everything about the spindle specification.
Key pipe machining requirements:
The pipe machining selection question is often settled early: if the spindle bore is insufficient, the machine is not a candidate regardless of other specifications.
Several key specifications define whether a CNC lathe can actually perform the intended work. These parameters need to be matched against actual workpiece dimensions before any machine evaluation begins.
Swing over bed — the diameter of a workpiece that can rotate without contacting the bed surface. This defines the basic diameter capacity of the machine. A workpiece with a diameter exceeding the swing over bed cannot be machined at all.
Swing over cross slide — typically smaller than swing over bed, this is the diameter that can be turned with the cross slide in its normal travel range. Many workpieces that fit within swing over bed still cannot be practically machined if they exceed the swing over cross slide.
Distance between centers — determines the length of shaft that can be held between chuck and tailstock. For shaft work, this length needs to exceed the workpiece length with enough margin for chuck engagement.
Spindle bore — the clear internal diameter through the spindle. For pipe and tube work, this must exceed the pipe outer diameter. For shaft work, spindle bore affects which workholding adaptors can be used and what bar-feed operations are possible.
Maximum turning length — the total travel available on the Z-axis, which limits the length of cut that can be taken in a single setup.
Spindle power and torque — power at speed determines material removal rate in finishing; torque at low speed determines the ability to take heavy roughing cuts on large-diameter workpieces.
Maximum workpiece weight — the rated load capacity of the chuck, spindle bearings, and bed support system. Exceeding this limit compromises bearing life and geometric accuracy over time.
The bed configuration question comes up consistently in lathe selection discussions, and the answer for large, heavy workpieces is generally less ambiguous than for general-purpose turning.
Flat bed CNC lathes position the guideway system horizontally. For heavy workpieces, this configuration offers several structural advantages:
Slant bed designs angle the guideway system away from the operator. For general-purpose CNC turning, this offers improved chip evacuation and better ergonomics. For heavy large-part work, the advantages are less relevant — chip volume and evacuation are managed through other means, and the structural mass advantages of flat bed construction become more important than the ergonomic benefits of a slant design.
For a New CNC Heavy Duty Lathe specified for large shaft or pipe work, flat bed configurations are consistently preferred because the structural characteristics match what the application demands.
The machine body alone does not determine whether large shaft machining is practical. Several auxiliary systems are critical to accurate, efficient production on long, heavy workpieces.
Steady rests support the workpiece at intermediate points along its length, preventing deflection under cutting load. A shaft that is unsupported along its length will bow under tool pressure, causing diameter taper and surface finish problems. Fixed steady rests support the workpiece at a set position; traveling steady rests follow the cutting tool along the length of the shaft, maintaining support close to the cut point.
Follow rests attach to the carriage and travel with the cutting tool. They counter the radial force that the tool exerts on the workpiece, preventing the shaft from being pushed away from the cutting edge. For long, slender shafts where deflection under tool pressure would otherwise compromise diameter accuracy, the follow rest is indispensable.
Heavy-duty tailstock with sufficient thrust capacity and taper rigidity to support long shaft work without deflecting under axial and radial cutting loads. A tailstock that moves or deflects under load introduces taper and runout errors along the entire workpiece length.
Large chuck capacity with appropriate jaw configurations for the workpiece material and geometry. For shaft work, this may mean four-jaw chucks for irregular cross-sections or large three-jaw chucks for cylindrical workpieces. For pipe and tube work, the jaw geometry must grip the tube wall without collapsing it.
Chip conveyor and coolant management systems scaled to the volume of material being removed from large workpieces. Heavy roughing on large parts generates chip volumes that overwhelm systems designed for lighter work.
The industries that drive demand for large shaft and pipe machining each bring specific workpiece characteristics that translate into distinct machine requirements.
Oil and gas equipment involves large-diameter pipe sections, valve bodies, and wellhead components. Spindle bore capacity is often the critical specification — large pipe outer diameters demand spindle passages that standard heavy-duty lathes do not provide. Thread form accuracy on pipe connections is also a key quality requirement that demands machine geometric stability.
Wind energy components — main shafts, rotor hubs, generator shafts — are large, heavy, and require precision across their full length. The combination of large diameter, substantial length, and tight dimensional tolerances puts demands on both swing capacity and long-bed geometric accuracy. Thermal stability is particularly important for workpieces where straightness must be maintained along lengths that can exceed several meters.
Marine propulsion systems involve propeller shafts and intermediate shafts that are long, heavy, and require precise concentricity and surface finish in bearing regions. Between-centers capacity and steady rest capability are the defining requirements, alongside the ability to achieve tight runout tolerances across long turning lengths.
Mining and construction equipment involves large pins, rollers, shafts, and structural components where material removal volume per part is high and cycle time is a significant productivity factor. Spindle power and cutting force capacity become primary selection criteria alongside dimensional range.
Power generation — steam and gas turbine shafts, compressor rotors, generator shafts — combine large diameter, tight tolerance, and high-value workpiece material in a combination where any machining error is costly. Machine rigidity, thermal stability, and long-term accuracy retention are weighted heavily in equipment selection for these components.
| Factor | Standard CNC Lathe | Heavy Duty CNC Lathe |
|---|---|---|
| Swing over bed | Moderate — suitable for general turning | Large — accommodates heavy industrial workpieces |
| Spindle bore | Standard — limits pipe diameter | Large bore options — suited to pipe machining |
| Bed length | Short to medium | Extended — suits long shaft work |
| Workpiece weight capacity | Limited by chuck and bearing design | High — rated for heavy industrial components |
| Spindle torque at low speed | Moderate | High — enables heavy roughing on large diameters |
| Steady rest provision | Limited or optional | Integrated for long shaft support |
| Machine mass and rigidity | Lighter construction | Heavier casting — improved vibration damping |
| Thermal stability | Standard | Engineering focus on heat management |
| Chip management | Standard systems | High-volume systems for heavy material removal |
| Suitability for shaft and pipe work | Limited by capacity | Designed for these applications |
The machine specification is one part of the procurement decision. The supplier's capability to deliver a machine that actually performs to its stated specification — and to support it through its service life — is equally important, particularly for heavy capital equipment where problems post-delivery are expensive to resolve.
Key supplier evaluation factors:
The investment in heavy-duty turning capacity is justified when the workpiece range genuinely requires it. But it is worth being clear about the conditions that justify the additional cost, because heavy-duty machines represent a larger capital commitment and carry higher operating costs than general-purpose equipment.
A heavy-duty configuration is justified when:
Where standard machines can handle the workpiece — either because the dimensions are within range or because the volume of large-part work is too low to justify dedicated capacity — the investment in heavy-duty equipment may not be warranted. An honest assessment of the workpiece range and production volume, rather than specification-driven over-investment, produces a better return on capital.
Large shaft and pipe machining is demanding enough that equipment selection errors are rarely recoverable through programming, tooling adjustments, or process optimization. The machine either has the capacity, rigidity, and spindle configuration the application requires, or it does not — and the gap shows in part accuracy, cycle time, and the operational friction of working around limitations that should have been identified before the purchase. The decision process benefits from working through actual workpiece dimensions and requirements systematically, comparing those against machine specifications with the same rigor applied to any engineering analysis. Supplier capability, installation support, and long-term service response are part of the evaluation alongside the machine parameters. Zhejiang Guoyu CNC Machine Tool Co., Ltd. manufactures Heavy Duty CNC Lathe Machines with the capacity range, spindle configurations, and application expertise to support large shaft and pipe machining across energy, marine, mining, and industrial sectors, and works with customers through the specification process to ensure the machine delivered matches the production requirements it was selected for. If your facility is evaluating turning capacity for large workpieces, discussing your specific shaft or pipe dimensions and tolerance requirements with an experienced supplier provides a direct path to a well-matched equipment decision.
Technical Characteristics: The machine tool is a single-column vertical guideway structure. The colu...
See Details
Technical Characteristics: The CNC machine tool for inclined beds adopts the domestic or imported hi...
See Details
Technical Characteristics The machine tool is of high precision, and the spindle is supported by hig...
See Details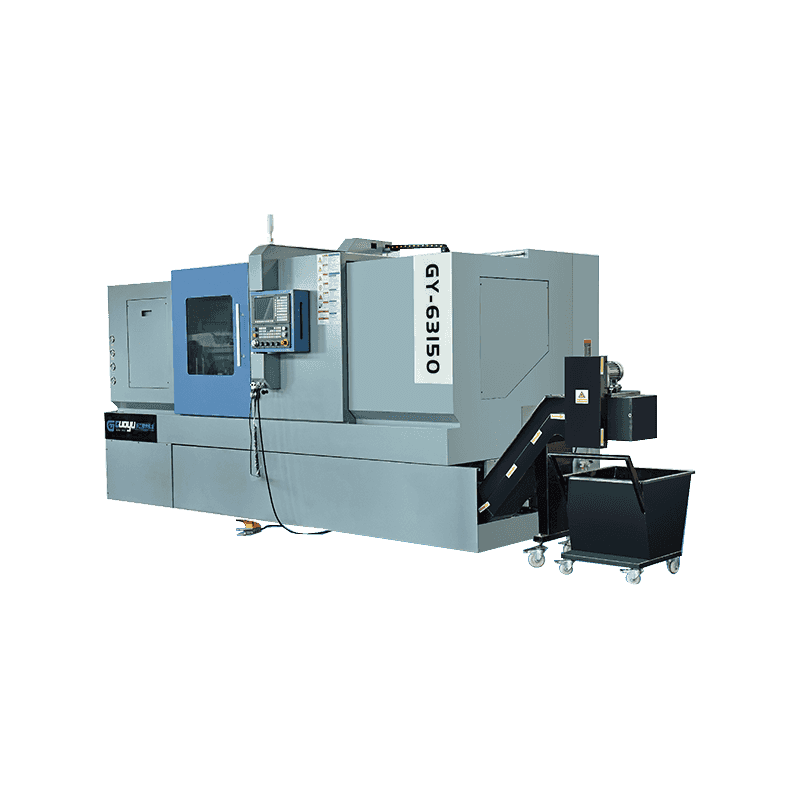
Technical Characteristics: The transmission adopts the linear rolling guide imported from Taiwan to ...
See Details
Technical Characteristics The machine tool is a single-column vertical guideway structure. The colum...
See Details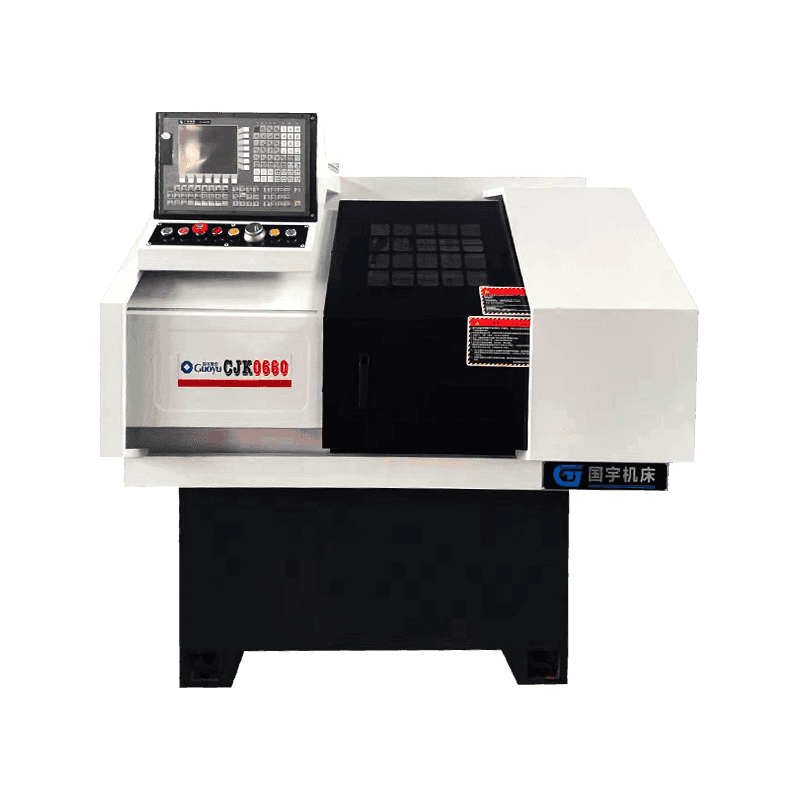
We take pride in presenting our CJK-0660 Custom Precision Line Rail Precision CNC Lathe, a robust an...
See Details
Technical Characteristics:Based on international advanced technology, the design of this machine too...
See Details
After-sales service commitment: 1. From the date of acceptance, the machine tool host is under warra...
See DetailsOur team of digital and business experts will guide you to the right direction.
Let's TalkZhejiang Guoyu CNC Machine Tool Co., Ltd. relies on rich experience, professional technology and advanced methods to ensure the quality of its products, so that customers can enjoy more professional and thoughtful service.
 [email protected]
[email protected] +86-15356565970
+86-15356565970 Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, China
Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, ChinaCopyright © Zhejiang Guoyu CNC Machine Tool Co., Ltd. All Rights Reserved.

