

 English
English
 中文简体
中文简体
 русский
русский
 Español
Español

Technical Characteristics: The machine tool is a single-column vertical guideway structure. The colu...
See DetailsAn economical precision CNC lathe is a computer-controlled turning machine designed for small to medium workshops that require accuracy of ±0.005–0.01 mm but cannot invest in high-end machining centers costing over $50,000. These lathes typically have a swing diameter of 200–400 mm, spindle power of 3–10 kW, and a price range of $10,000–$30,000. They are distinguished from industrial-grade CNC lathes by using lower-cost linear guideways (instead of box ways), smaller coolant tanks, and fewer optional features. This essay first lists the main types of economical precision CNC lathes using bullet points, then evaluates cost-effectiveness through two sub-numbered factors, and finally presents recent technological innovations in bullet-point format.

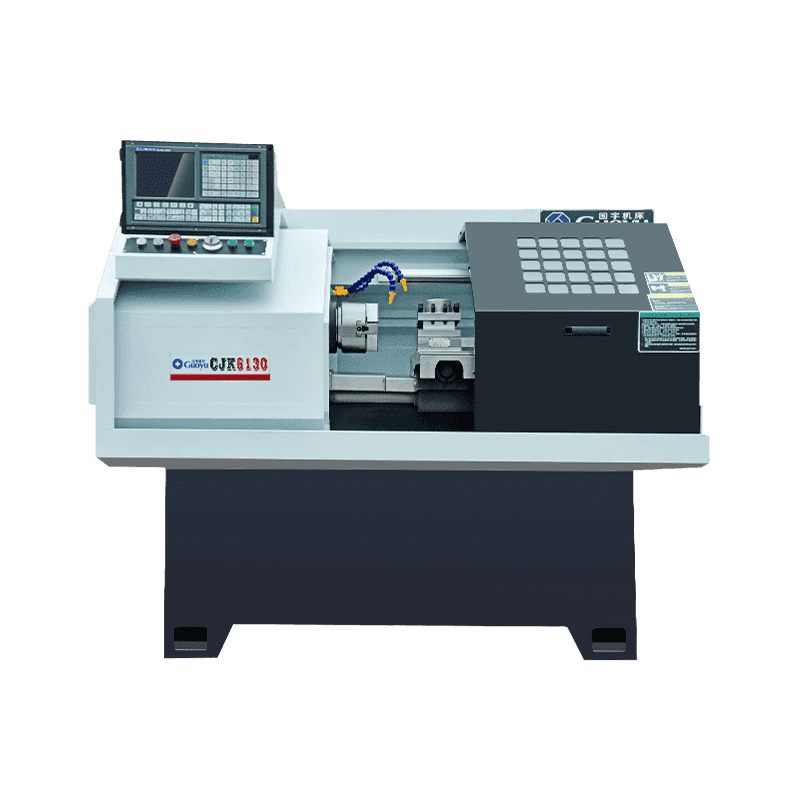
Flat-bed CNC lathe with manual tool post – This is the basic type, converted from a manual lathe by adding stepper motors or servomotors to the lead screw and cross slide. The tool post is manual (quick-change type), requiring the operator to change tools by hand. Spindle speed range: 100–2,000 RPM. Positioning accuracy: ±0.02 mm. Price: $8,000–$12,000. Suitable for hobbyists and training institutions. Limited to simple turning operations without automatic tool changing.
Slant-bed CNC lathe with 4-station electric tool post – The bed is angled at 30–45 degrees, allowing chips to fall away from the cutting zone. A 4-station electric tool post holds four tools (e.g., rough turning, finishing, threading, parting) and indexes automatically. Spindle speed: 50–3,000 RPM. Positioning accuracy: ±0.008 mm. Price: $15,000–$22,000. Common in small job shops producing batches of 50–500 parts. The slant-bed design improves rigidity compared to flat-bed types.
CNC lathe with 6- or 8-station hydraulic tool turret – A hydraulic tool turret indexes tools faster (0.5–1.0 seconds per station) than electric types. The turret can hold live tools (drills or end mills) for milling operations, converting the lathe into a turn-mill center. Spindle speed: 100–4,000 RPM (some with C-axis indexing). Positioning accuracy: ±0.005 mm. Price: $20,000–$30,000. Used for parts requiring drilling cross holes or milling flats on round components, such as hydraulic fittings and sensor housings.
Mini CNC lathe with gang tooling – Instead of a turret, this type mounts tools on a single slide plate (gang plate) in a fixed arrangement. Gang tooling eliminates indexing time, reducing cycle time by 30–50% for small parts under 50 mm diameter. Spindle speed: 2,000–6,000 RPM. Accuracy: ±0.003 mm. Price: $12,000–$18,000. Limited to parts that can be machined with a linear sequence of tools (e.g., medical screws, small shafts). Not suitable for complex parts requiring multiple tool approach angles.
The cost-effectiveness of an economical precision CNC lathe is measured by comparing its total operating cost per part against achievable output and tooling lifespan. Two primary factors determine this ratio.
Mold design optimization – Although “mold” is less common in turning, the equivalent is workholding fixture design. A soft jaw fixture machined specifically for a family of parts reduces setup time from 45 minutes (using universal chucks) to 5 minutes. For a batch of 200 parts, fixture optimization saves 40 minutes of setup labor (valued at $15/hour → $10 per batch). Additionally, optimizing tool paths with CAD/CAM software reduces cycle time by 15–25%. For a part requiring 2 minutes of turning, a 20% reduction saves 0.4 minutes per part. Over 200 parts, this saves 80 minutes (another $20). Payback occurs within 3–5 batches.

Automated production – Adding a bar feeder ($3,000–$6,000) to a CNC lathe allows unattended operation. A bar feeder holds 3-meter bars, feeding material after each part is parted off. For a part with a 1.5-minute cycle time, a bar feeder produces 320 parts per 8-hour shift without operator intervention, compared to 180 parts with manual bar loading (operator spends 50% of time loading bars). Labor cost per part drops from $0.22 to $0.09 (based on $18/hour operator wage). For a production volume of 10,000 parts per month, the bar feeder saves $1,300 per month in labor, paying for itself in 3–4 months. Part accuracy remains consistent (±0.008 mm) because the collet chuck closes with the same pressure each cycle, eliminating operator-induced variation.
Integrated vibration damping in compact frames – New economical lathes use polymer concrete or epoxy-granite composite for the machine bed, replacing cast iron. This material absorbs vibrations 6–10 times better than cast iron. A 300 kg composite bed provides damping equivalent to 1,200 kg of cast iron. Surface finish improves from Ra 1.2 μm to Ra 0.6 μm at the same cutting parameters. Cost increase: 15–20% over cast iron, now available in lathes under $25,000.
Closed-loop stepper motor systems – Traditional, economical lathes used open-loop steppers, which lose steps under load without notification. New closed-loop stepper drives include encoders (1,000–2,000 pulses per revolution) that detect missed steps and correct position within 0.01 mm. If a correction fails, the control sends an alarm. This innovation reduces scrapped parts from lost steps from 2–5% to near zero. Retrofit kits cost $400–$800 per axis.
Embedded tool wear monitoring via spindle load – The CNC control continuously monitors spindle motor current (sampling at 100 Hz). When a cutting tool dulls, spindle load increases by 15–30% for the same feed rate. The control alerts the operator when the load exceeds a stored baseline by 20%. For a finishing tool, this prevents surface finish degradation. The algorithm is included in the base control (e.g., Siemens 808D or FANUC 0i-Mate) without extra sensors.
Cloud-based part program storage with QR code access – Operators scan a QR code attached to raw material or a work order using a tablet or smartphone. The control downloads the corresponding G-code program from a local server or cloud storage. This eliminates USB drive transfers and reduces program loading errors. The feature is now standard on economical lathes from Taiwanese and Chinese manufacturers (e.g., Hartford, Goodway) at no additional cost.
Energy-saving spindle drive with regenerative braking – New inverter drives for the spindle motor capture braking energy and return it to the capacitor bank or the grid. For a lathe that stops and starts the spindle 200 times per shift (e.g., for part inspection), energy recovery saves 300–500 kWh annually. The regenerative feature adds $200–$300 to the drive cost but reduces electricity cost by $50–$80 per year.
Technical Characteristics: The machine tool is a single-column vertical guideway structure. The colu...
See Details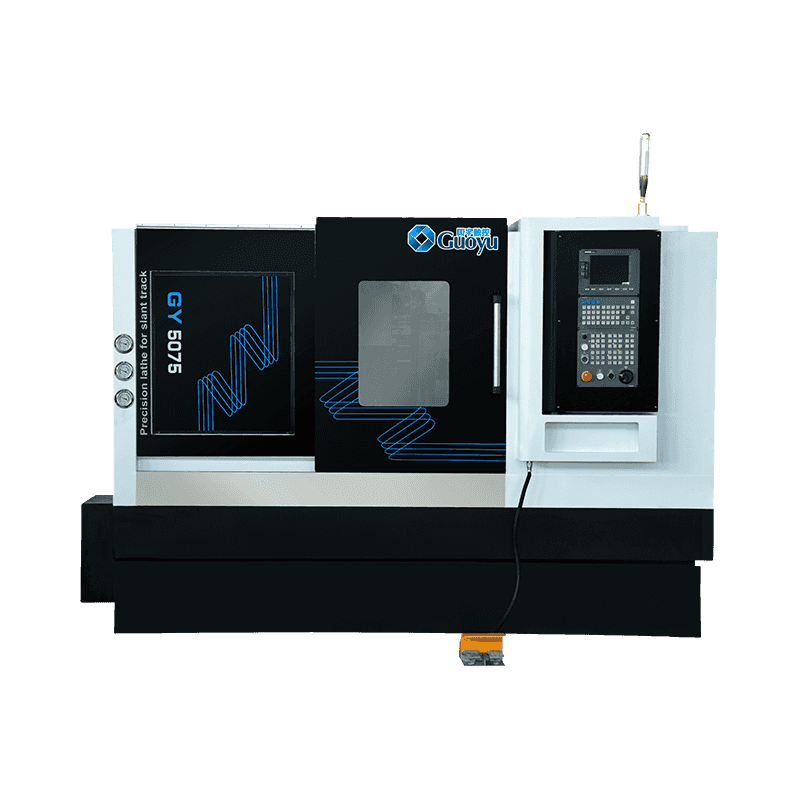
Technical Characteristics: The CNC machine tool for inclined beds adopts the domestic or imported hi...
See Details
Technical Characteristics: The machine tool is of high precision, and the spindle is supported by hi...
See Details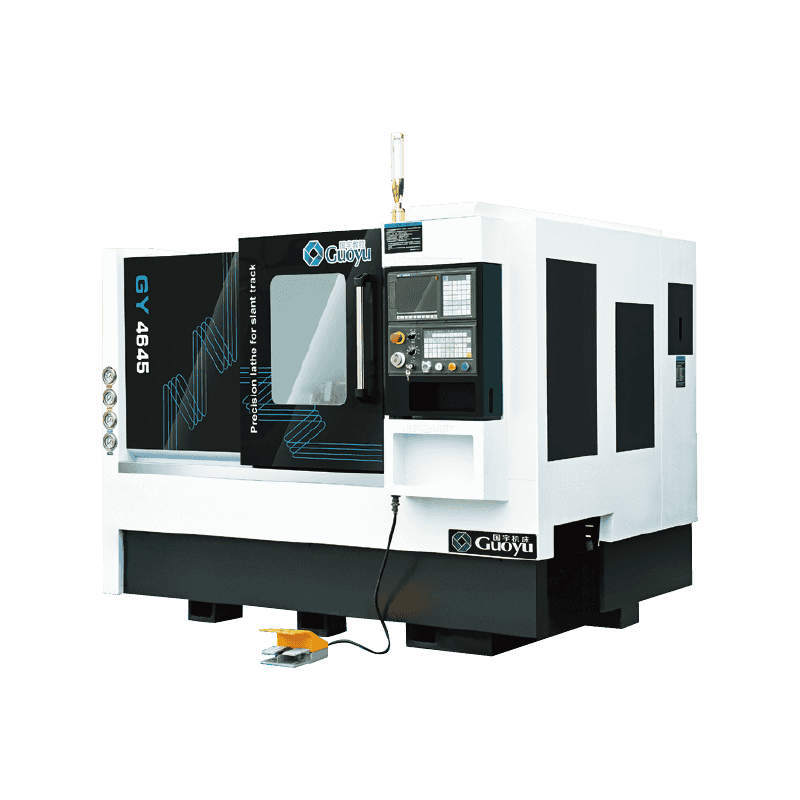
Technical Characteristics Integral fully enclosed protection, strong and sturdy, stable operation, a...
See Details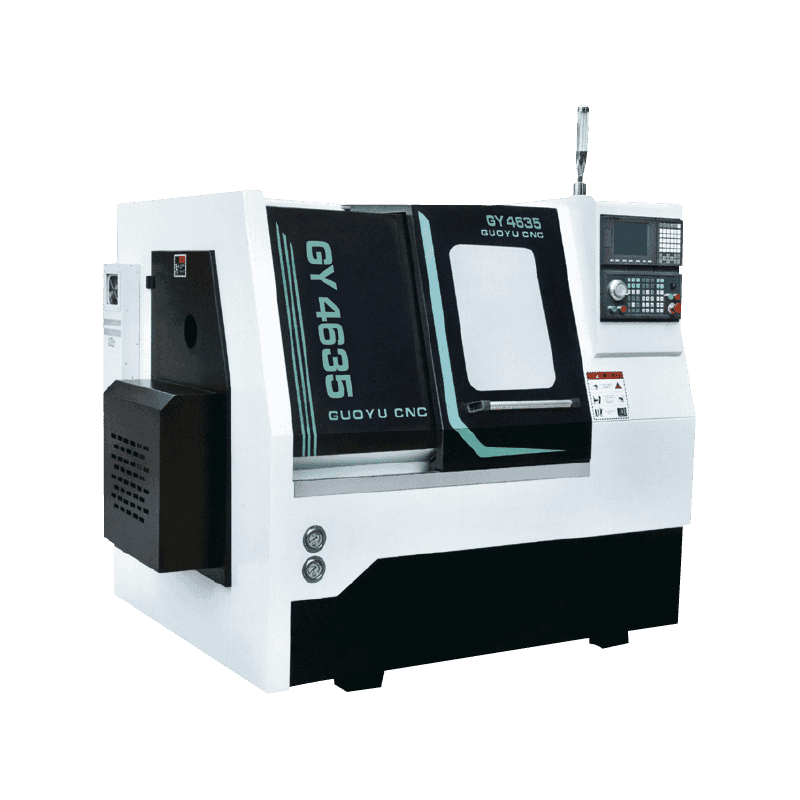
Technical Characteristics The machine tool is of high precision, and the spindle is supported by hig...
See Details
Technical Characteristics: It can automatically turn all kinds of turning surfaces, such as cylinder...
See Details
Introducing our Optional Control System CNC Lathe for Metal Processed, a sophisticated and reliable ...
See Details
Technical Characteristics: It can cut all kinds of turning surfaces by bicycle, such as conical surf...
See DetailsOur team of digital and business experts will guide you to the right direction.
Let's TalkZhejiang Guoyu CNC Machine Tool Co., Ltd. relies on rich experience, professional technology and advanced methods to ensure the quality of its products, so that customers can enjoy more professional and thoughtful service.
 [email protected]
[email protected] +86-15356565970
+86-15356565970 Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, China
Xialiang Industrial Area, Luqiao District, Taizhou City, Zhejiang Province, ChinaCopyright © Zhejiang Guoyu CNC Machine Tool Co., Ltd. All Rights Reserved.

